Eingabe-Konfigurator
Voreingestellt: Testlogo „Der KI-Ingenieur". PNG/JPG werden auch in den Word-Export übernommen.
Noch keine Bauteile – bitte zuerst in der Bauteilliste anlegen.
Bitte zuerst Bauteile in der Bauteilliste anlegen. Für einen Schweißpunkt werden zwei Bauteile benötigt (Blech 1 und Blech 2).
⚠️ Gleiches Bauteil beidseitig gewählt (Blech 1 = Blech 2) – korrekt? Kommt vor (z. B. zwei gleiche Teile), ist aber selten. Bitte prüfen.
Übernimmt die aktuell berechneten Werte (inkl. Prozesszeit) als neuen Schweißpunkt.
Werkstoff aus der Liste wählen – die Gruppe wird automatisch zugeordnet und verriegelt.
Für Blech 2 – Gruppe wird automatisch zugeordnet und verriegelt.
Bei gleichem Werkstoff beide Bleche gleich lassen. Aluminium ist nur mit Aluminium sinnvoll fügbar – Stahl/Edelstahl + Alu wird mit einem Hinweis markiert (bewusster Versuchsbetrieb bleibt möglich).
Drei Bleche im Stapel: Blech 1 = außen/oben · Blech 2 = Mitte · Blech 3 = außen/unten (Werte in Stapelreihenfolge). In Anlehnung an DIN EN ISO 14373 (Dickenverhältnis ≤ 3:1, Gesamtdicke ≤ 9 mm).
🔺 Blech 3 (außen/unten)
Bauteil wählen → Werkstoffgruppe + Dicke werden automatisch übernommen.
Werkstoff aus der Liste wählen – Gruppe wird automatisch zugeordnet und verriegelt. Oder Gruppe unten manuell.
Frei umsortierbar – die Außenlagen bestimmen die kritische Fügeebene. Werkstoff-Namen werden beim Tausch gelöst (Gruppe bleibt).
Einheitliche Kappenform für beide Elektroden angenommen. „F1" = Formtyp (flach-ballig); „F16" = derselbe Formtyp mit Ø16 mm – Form und Durchmesser sind getrennte Angaben (Vorschaubild anklicken).
Die Spaltmaß-Ampel erscheint sofort hier unter dem Feld; der Übergangswiderstand R = U/I im Ergebnis (Messwert-Plausibilität, keine Parameterfreigabe).
Die servomotorischen Zangenzeiten (schließen/öffnen) stehen jetzt rechts im Ablauf-Block „Ablauf- & Zangenzeiten" – dort von oben nach unten eingeben.
Bitte Werkstoffe (Blech 1 & 2), Blechdicken (t1 & t2) und Kappenform angeben – dann werden Parameter, Ablaufprofil, Schweißbereich und Prozesszeit berechnet.
SCHWEISSANWEISUNG (WPS) / WELDING PROCEDURE SPECIFICATION
In Anlehnung an / oriented to DIN EN ISO 15609-5
| Spezifikationsfeld / Specification Field (DIN EN ISO 15609-5) | Sollwert / Richtwert (Specification) | Normenbezug / Reference & Background |
|---|---|---|
| Schweißprozess / Process | 21 - Widerstandspunktschweißen | ISO 4063 |
| Leistungsteil / Inverter Type | MFDC Inverter (1000 Hz) | Stand d. Technik |
| Werkstoffklasse / Material Group | Gruppe 1.1 | ISO/TR 15608 |
| Fügedicken / Thickness Matrix | t1 = 1.20 mm / t2 = 1.20 mm | Stand d. Technik |
| Beschichtung / Coating Status | Unbeschichtet / Roh | Stand d. Technik |
| Elektrodenspezifikation / Electrode Cap | CuCr1Zr (Klasse 2) • Geladen... | ISO 5821 / Stand d. Technik |
| Elektrodenpflege / Dressing Interval | Fräsintervall nach max. 200 Schweißungen | ISO 15609-5 |
⏱️ Ablaufprofil der Maschinensteuerung – Zeit & Strom je Phase
Strom fließt in Anstieg, (Vorschweiß-) und Hauptschweißphase sowie beim Anlassen (I_post = 0,75·I_w). Squeeze, Pause und Nachhalten sind kraftgeführt/stromlos.
Vorschlag: 500 ms
Vorschlag: 60 ms
Vorschlag: 288 ms
Vorschlag: 300 ms
Reihenfolge = realer Ablauf am Punkt. Zangenzeiten (①/⑥) wirken sofort; die berechneten Phasen (②–⑤) erst mit „Phasen übernehmen", „Vorschlagswerte" setzt auf die Richtwerte zurück. Alle Felder in 5-ms-Schritten. Die Summe steht unten als theoretische Prozesszeit.
⏱ Theoretische Prozesszeit je Schweißpunkt
Summe aller Phasen (Squeeze, ggf. Vorwärmen, Anstieg, Schweißen, ggf. Pause/Anlassen, Nachhalten) inkl. servomotorischem Zangenschließen/-öffnen. Bewegungszeit zwischen den Punkten ist nicht enthalten (Taktzeitrechner folgt als Addon).
📈 Schweißbereich (Orientierung)
Schweißbereichs-Diagramm (Linsendurchmesser über Schweißstrom) – Methodik in Anlehnung an die Schweißbereichsermittlung nach einschlägiger Schweißbereichsermittlung. Mindest-Linse d_L = 4·√t; I_min = Strom, bei dem d_L erreicht wird; Spritzergrenze als grobe Orientierung. Werte sind kalibrierte Startwerte, am Prüfstück (Bruchbild, Linsendurchmesser, Spritzergrenze) zu bestätigen.
📐 Konstruktive Mindestmaße
🛡️ Qualitäts- & Abnahmevorgaben (ISO 14329)
📐 Begriffe am Schweißpunkt (Erläuterung)
Schematische Prinzipskizzen zu den Fachbegriffen dieses Blatts – eigene Darstellung in Anlehnung an einschlägige Regelwerke / DIN EN ISO 6520-2 (keine maßstäbliche Zeichnung). 🔍 Zum Vergrößern mit der Maus über eine Grafik fahren.
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →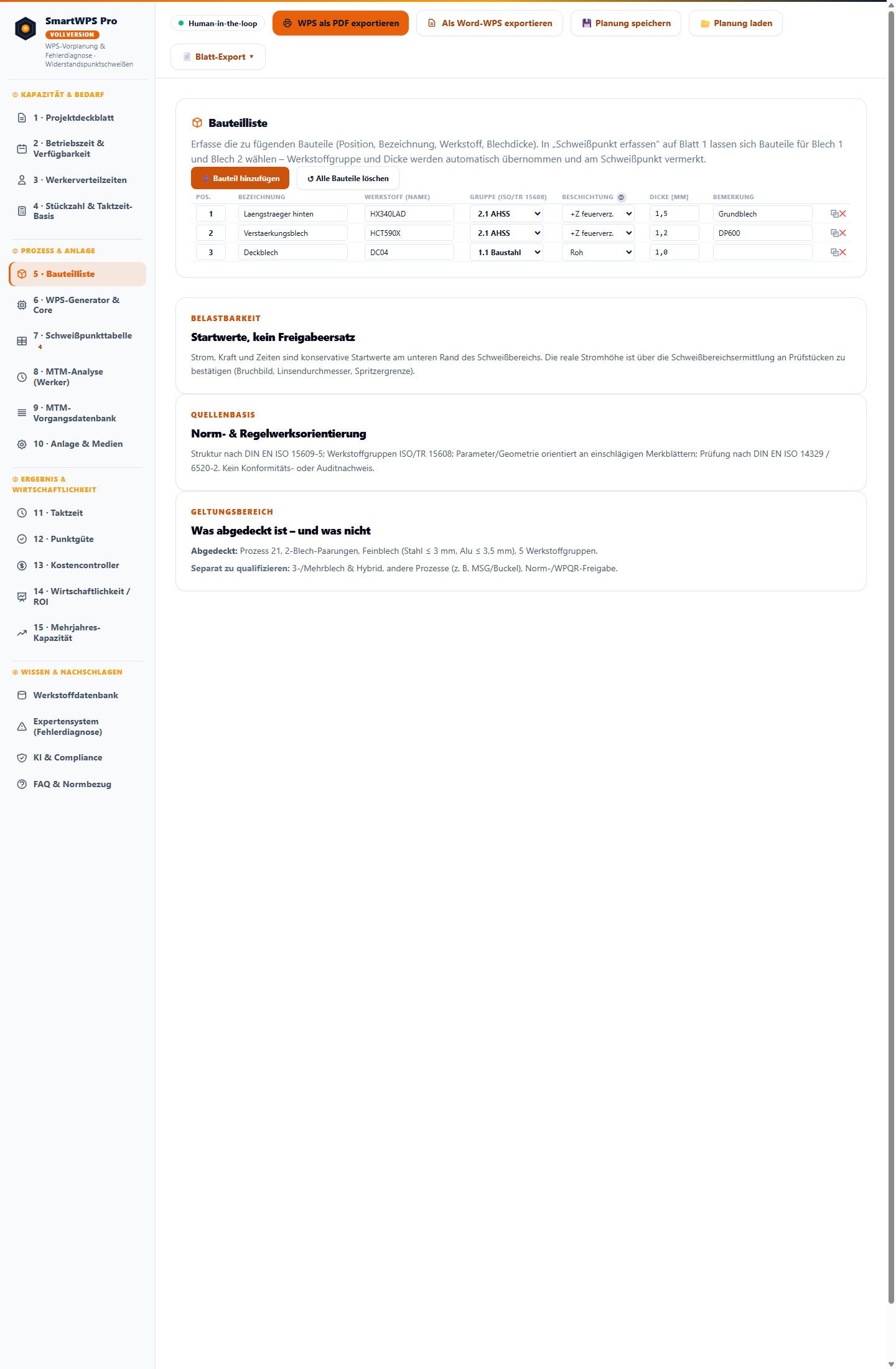
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →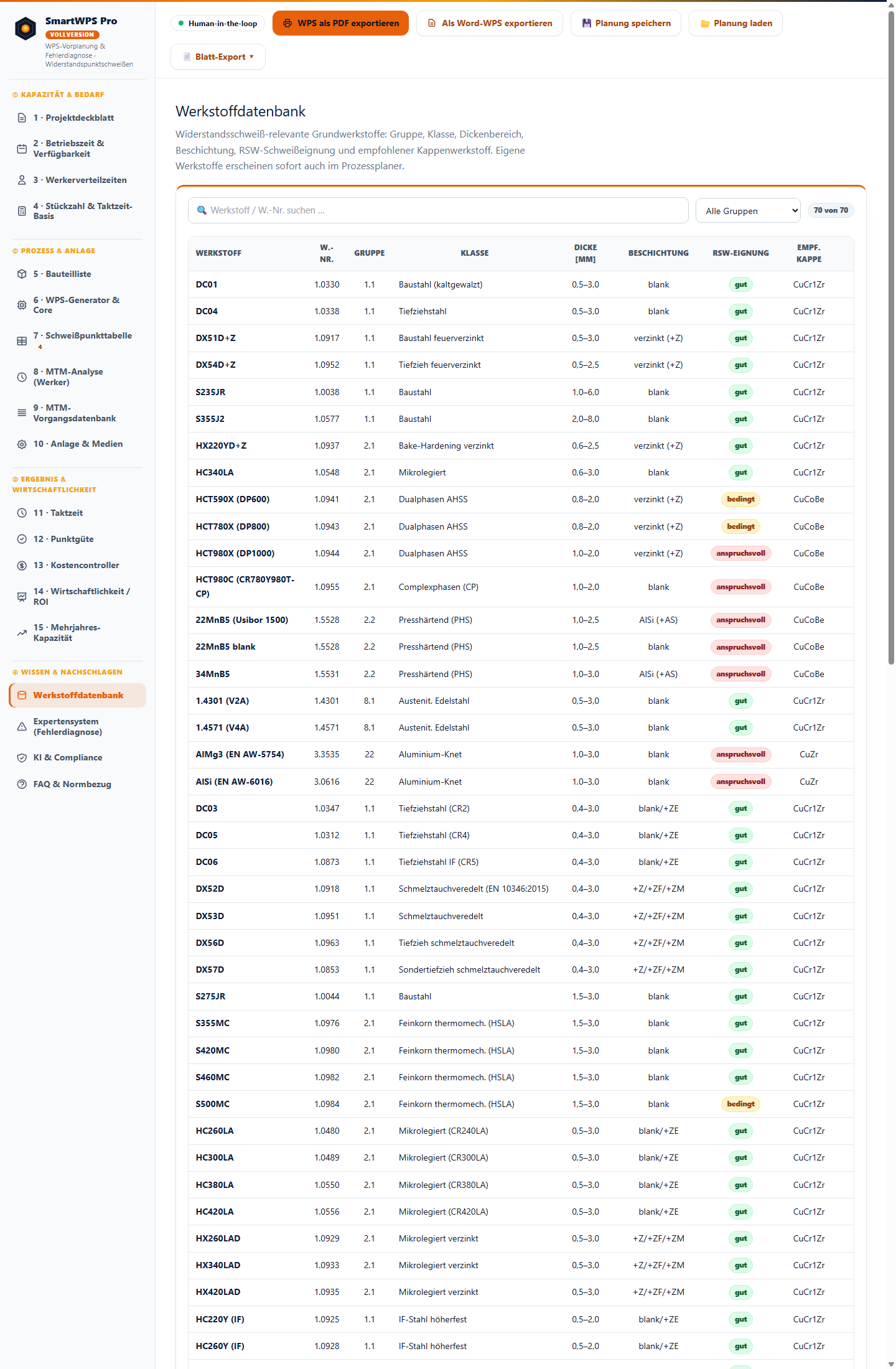
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →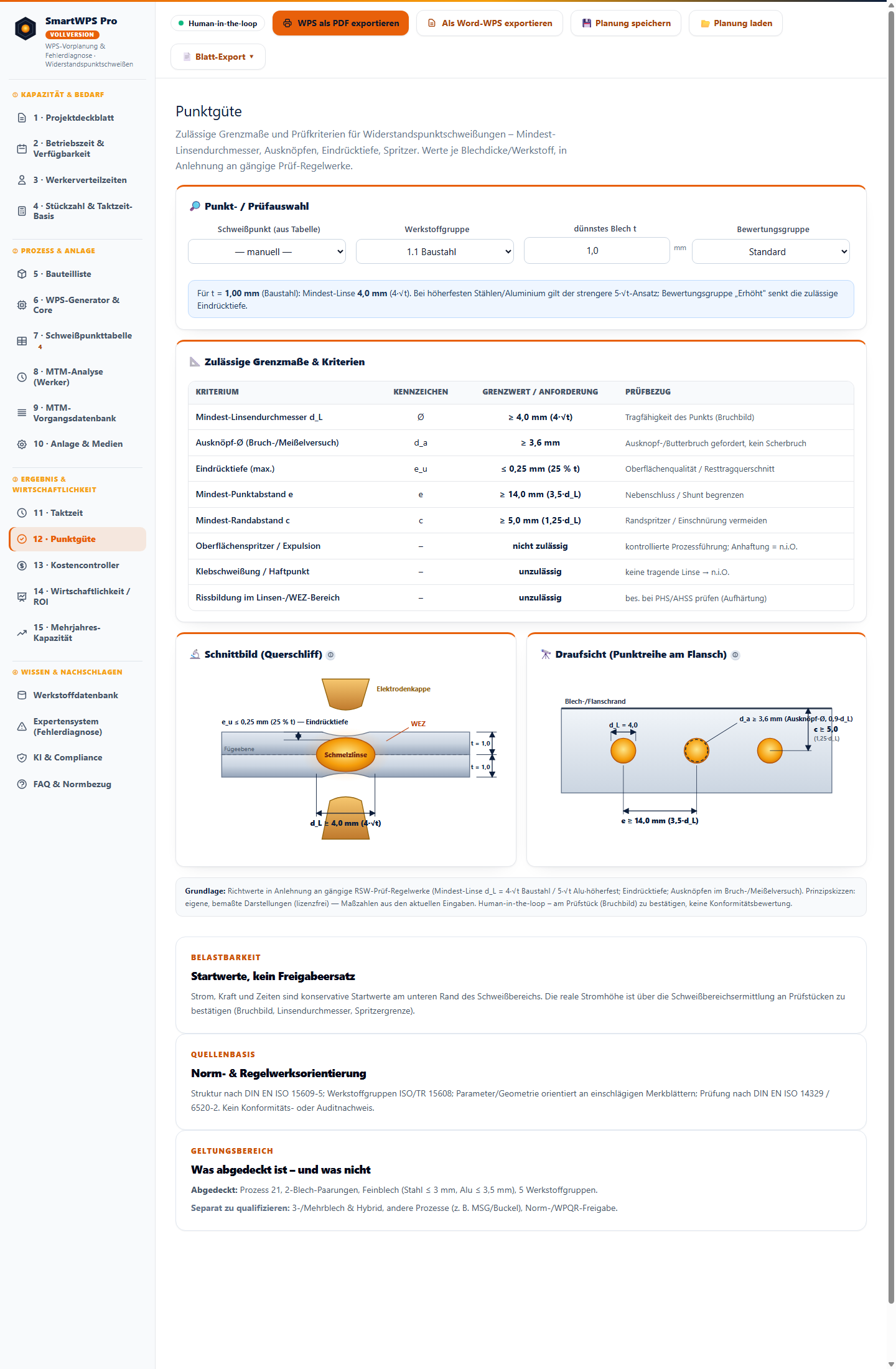
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →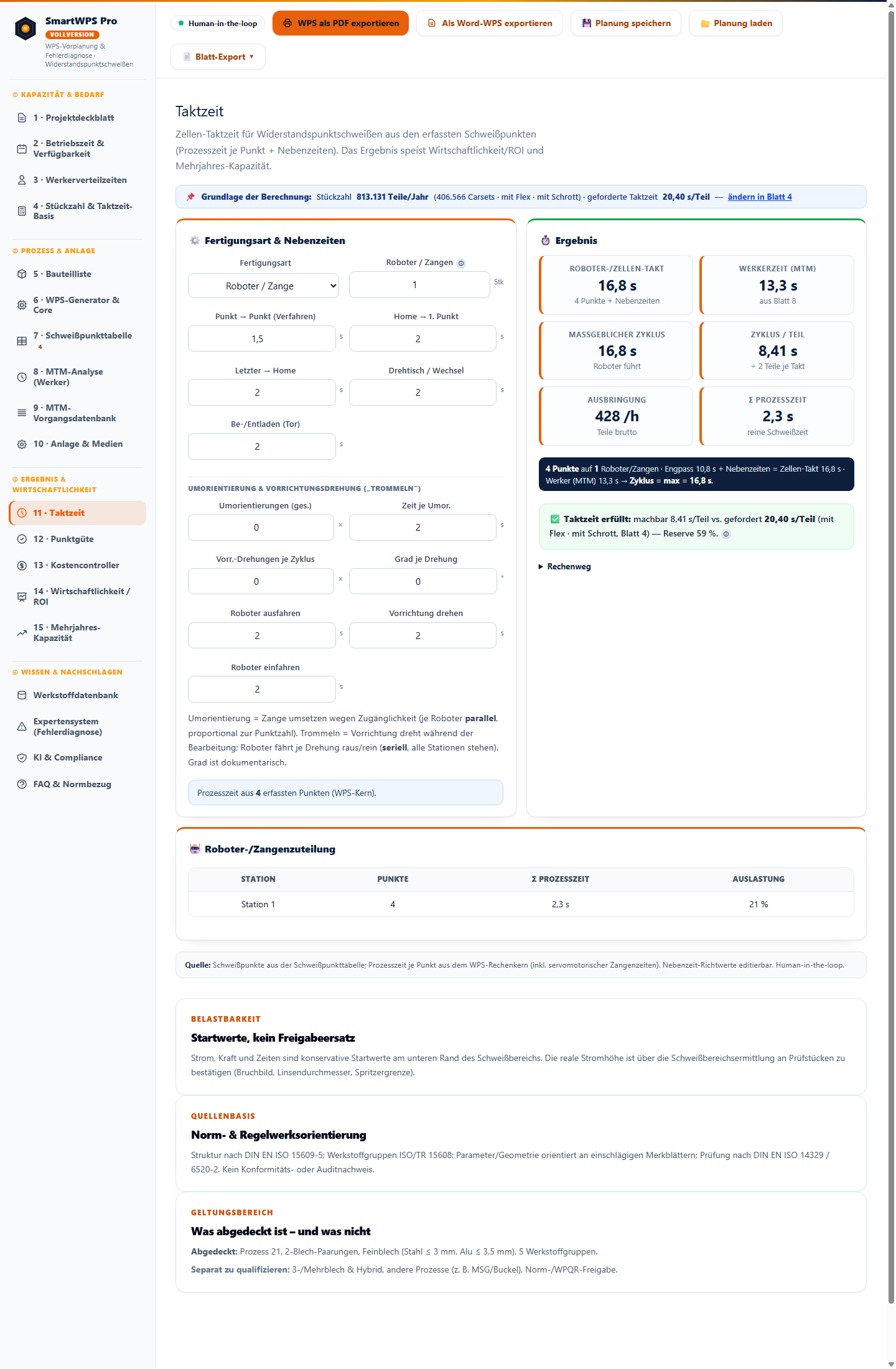
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →
Dieses Blatt gehört zur Vollversion. Die Demo zeigt die volle Bedienung im WPS-Generator – Blätter wie dieses (mit exakten Kennwerten, Rechnern & Export) schaltest du in der Vollversion frei.
Vollversion freischalten →